Blasenproblem von
Druckgussform(1) Während des Druckgussverfahrens wird die Druckgussgeschwindigkeit nicht gut kontrolliert, oder die Druckaufbauzeit, Beschleunigungszeit usw. werden nicht gut kontrolliert, so dass Poren in den Druckgussteilen erscheinen .
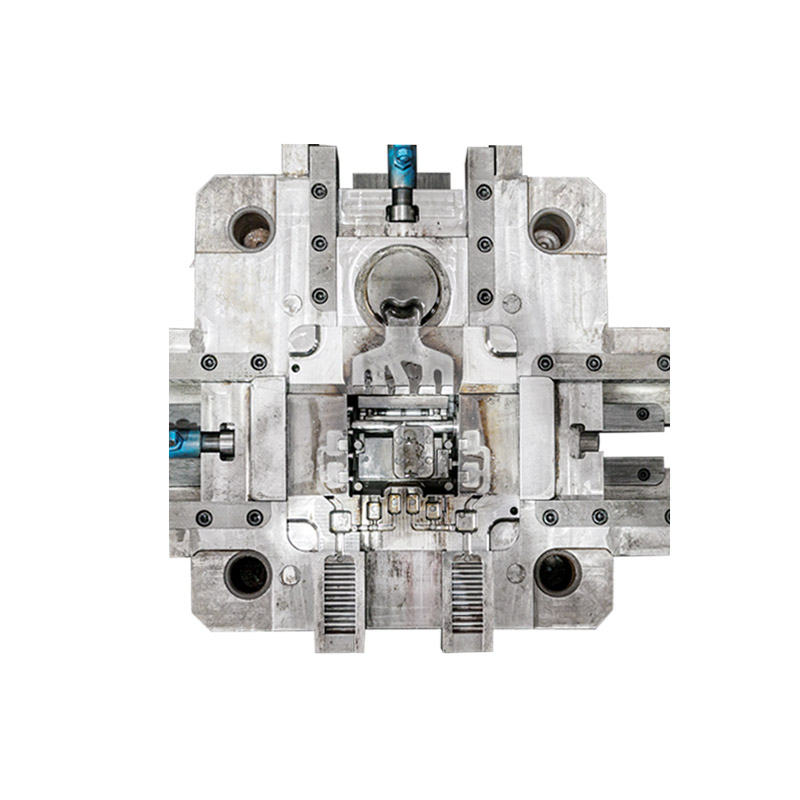
(2) In Bezug auf Druckgussformen gibt es einige Probleme mit ihrem Angusssystem und Überlaufsystem, wie z. B. Kollisionen oder die unangemessene Verteilung von Schlackensammelbeuteln und Abluftkanälen auf den Druckgussformen, was zu Poren führt.
(3) Wenn die Temperatur der Druckgussform zu hoch ist, kann das Trennmittel seine gebührende Rolle nicht spielen, und das Phänomen der Schleimhäute tritt leicht auf. Bei zu niedriger Temperatur wird die Entformwirkung schlecht, was zu Poren im Gussteil führt. Daher sollte die Vorwärmtemperatur der Form gut kontrolliert werden, im Allgemeinen 150–180 °C, und die Arbeitstemperatur sollte 220–280 °C betragen.
(4) Wenn der Verflüchtigungspunkt in Bezug auf die Leistung der Beschichtung zu hoch ist, dann wird die erzeugte Gasmenge groß sein, was Poren im Druckguss verursachen wird. Wenn die Sprühmenge zu hoch ist oder die Sprühzeit zu lang ist, tritt dieses Problem auch bei Aluminiumdruckguss auf.